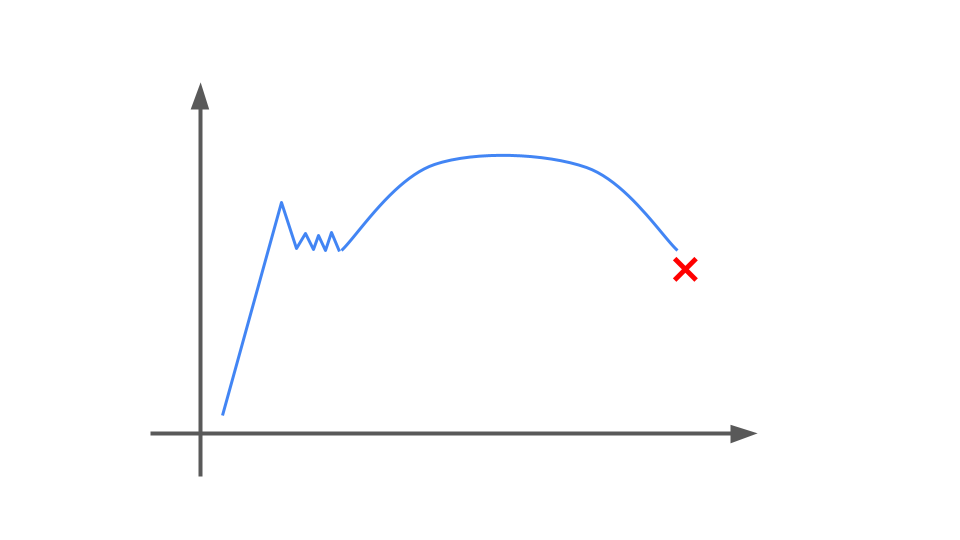
この部材、強度も剛性も必要だから、合金鋼に焼き入れしよう。
この違和感に気づける機械設計者はどのくらいいるだろうか。20年選手のベテラン設計者でもこのような発言をすることがある。
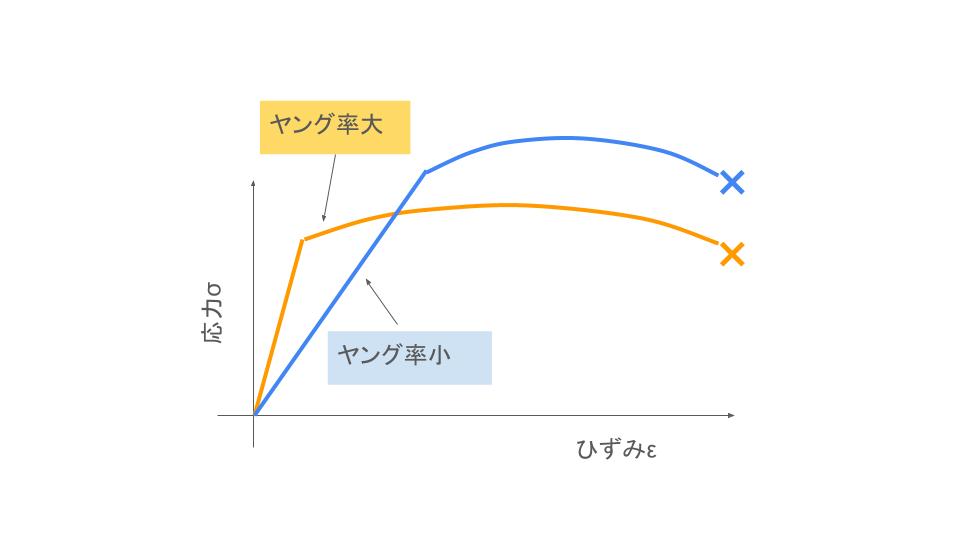
合金成分を変えても、ヤング率は変わらない
鉄系合金やアルミ合金といった金属材料は微量な合金元素の添加によって、強度を制御することができる。しかしながらヤング率を制御する事は事実上困難である。手元の設計便覧などで、S25Cのような軟鋼と、SCM材のような合金鋼の機械特性を参照してみると、引っ張り強さは2倍近く違うのに対して、ヤング率は206~210GPaで大差が無いことがわかる。
熱処理しても、ヤング率は変わらない
鉄系合金は、熱処理、特に焼き入れによる強度、靭性の制御が日常的に行われるが、合金成分同様に焼きを入れてもヤング率に変化はない。
なぜこのような誤解が生まれるのか
鉄鋼材料の代表的な機械特性である硬さと強度には強い相関があり、両者が合金元素や熱処理によって自在に変更できるため、あまり意識しない剛性、ヤング率も大きくなるだろうというイメージが先行するものと想像する。
ヤング率はすなわち外力に対して材料が抵抗する力の大きさ、変形抵抗を意味する。ではなぜ、この変形抵抗を、強度や硬さのように自在にコントロールできないのか。
鋼のヤング率は210GPa,アルミ合金は1/3の70GPaで覚えておこう」機械設計の教科書にもよく登場する表現で、実用上も問題はないが、ヤング率の物理的な意味を発生機構を考えてみよう。
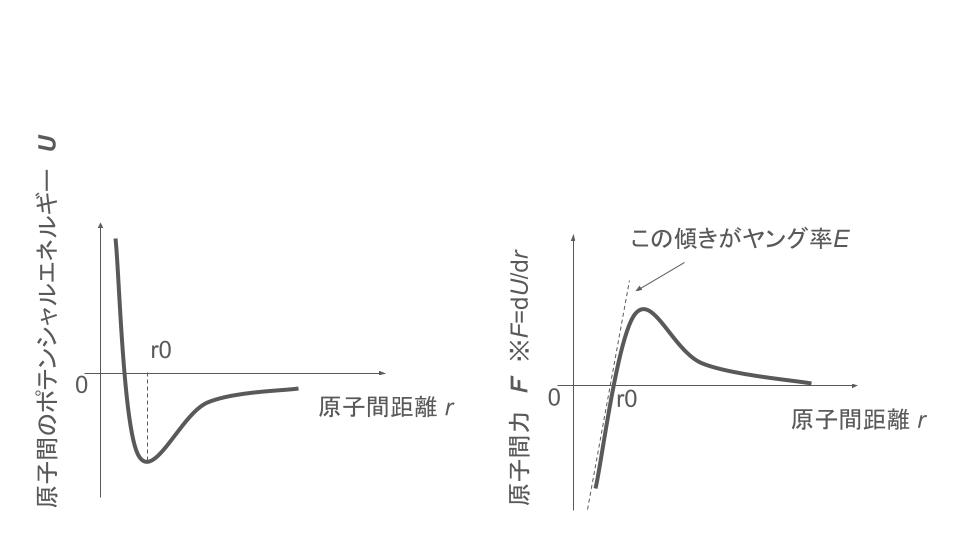
ヤング率の発生機構
あらゆる材料を構成する原子は、ある一定の距離を安定点として、下図左のようなポテンシャルカーブを描き、常に安定な場所に収まろうとする。この地点r0が、外力を加えない状態の原子間距離である。このポテンシャルカーブを原子間距離rで微分すると下図右のようになり、r0における傾きがヤング率となる。
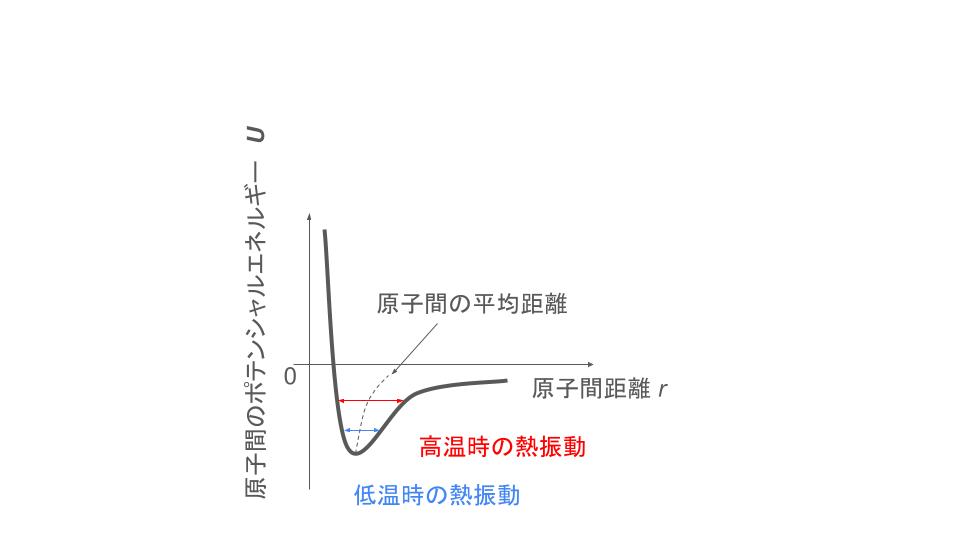
熱膨張の発生機構も説明がつく
本記事はヤング率の発生機構についての解説記事だが、熱膨張の発生機構も説明がつくので興味のある方はご参照されたい。

コメント